MIG Welding Tips

GMAW – MIG Welding Tips
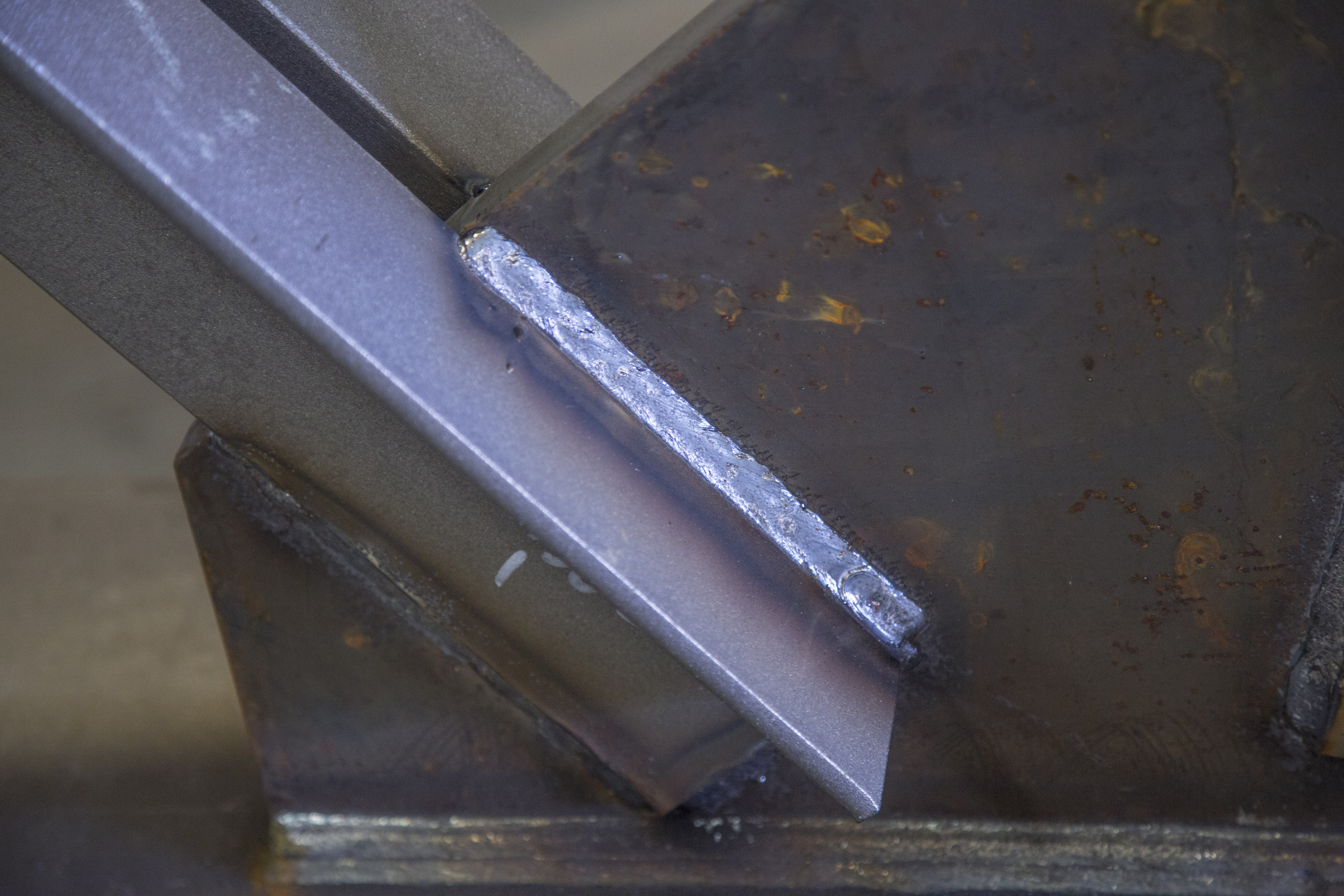
Getting the Right Weld
Welding is an essential component of construction and getting the right weld is important to ensure buildings maintain their structural integrity.
When it comes to gas metal arc metal welding (GMAW) – with the most common type being a fillet weld on mild steel – welders must use the right material and employ the best practice techniques to get the right weld.
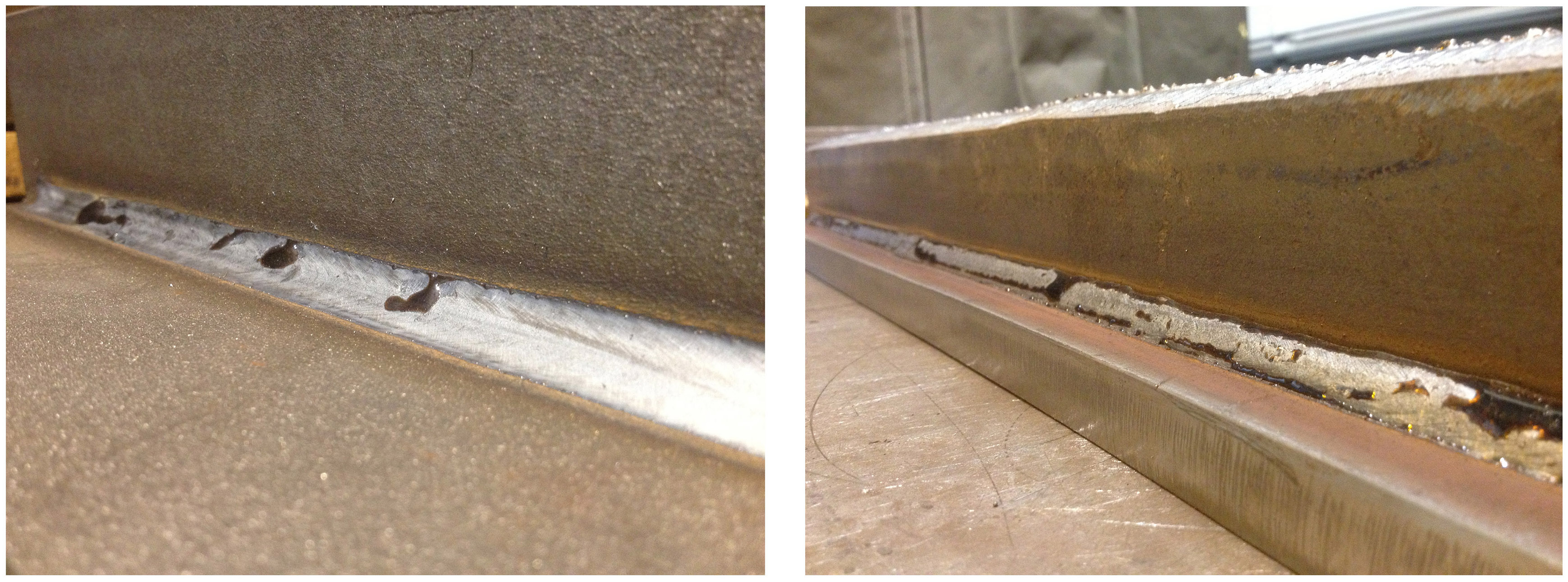
Without proper techniques, weld defects can develop, which slows down production as a result of increased rework and can be costly for operators. Porosity – where gas becomes trapped in the weld metal or along its surface – is one of the major defects that can develop because of poor care and practice, creating a weaker weld. It is caused by a range of factors including contaminated shield gas and unclean base metals.
Weld defects can also be caused by burn-through – when the weld metal burns through the base metal because of excessive heat. Alternatively, minimal heat can cause a lack of penetration which can also lead to weld failure.
Another major welding flaw is undercutting – where a groove forms at the toe of the weld, created by the welder moving too fast. The undercut is usually the thinnest part of the weld, also making it the weakest section.
There are several key steps welders should take before welding to ensure they produce a strong weld, beginning with selecting the right base metal.
Base Metals and Fillers
One of the critical starting points is having the correct base metal. This also incorporates key factors including the type of material, how thick it is and whether it is coated, which could all impact the weld.
It is also crucial to ensure proper preparation of the base material before welding; the surface must first be cleaned with a degreaser and should have minimal gaps.
The next phase is selecting the right filler material.
Choosing the wrong wires can affect the strength of a weld, therefore the correct wire must be used to match with a base metal. When considering wires, it is also important to have the right cast – the diameter the wire forms – and the right helix – the height of a wire end when a section is cut of and lay flat on a solid surface. Welding specialists like Welding Industries Australia (WIA) can recommend and provide a wide range of options for arc welding electrodes, metal inert gas (MIG) wires and cored wires for any welding job across a range of industries.
Shielding Gas
It is also important for the correct gas mixtures to be used according to its appropriate application to minimise weld spatter, ensure weld metal mechanical soundness and optimise penetration profile . For example, when welding mild and carbon steel, a common mixture used across the industry is argon 18 per cent carbon dioxide.
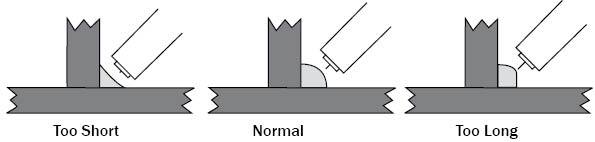
The Right Torch Angle
The torch angle is another critical factor when welding and operators can either use the push or pull method. The push method involves pre-heating the metal and pushing the gun away from the weld puddle. It allows operators to see the direction they are travelling and produces a wider and flatter bead. In contrast, the pull method describes when the torch is angled back at the weld puddle and pulled away from the metal that is deposited, creating a deeper bead.
The neutral position involves the gun remaining perpendicular to the seam.
Maintaining the right torch angle when welding minimises the likelihood of porosity and burn through, boosting efficiency and accuracy. It also reduces the instances of undercutting.
In addition to using the correct torch angle, key factors such as travel speed and amperage must be taken into consideration to produce a proper weld. The higher the amperage, the faster the speed required to avoid creating burn-through. Low amperage, however, creates less heat and requires operators to move slower to minimise fusion flaws.
Welding takes into consideration several factors to ensure operators produce a suitable weld. While the weld may look visually stable, it is also important that the weld is tested to maintain accurate stability.